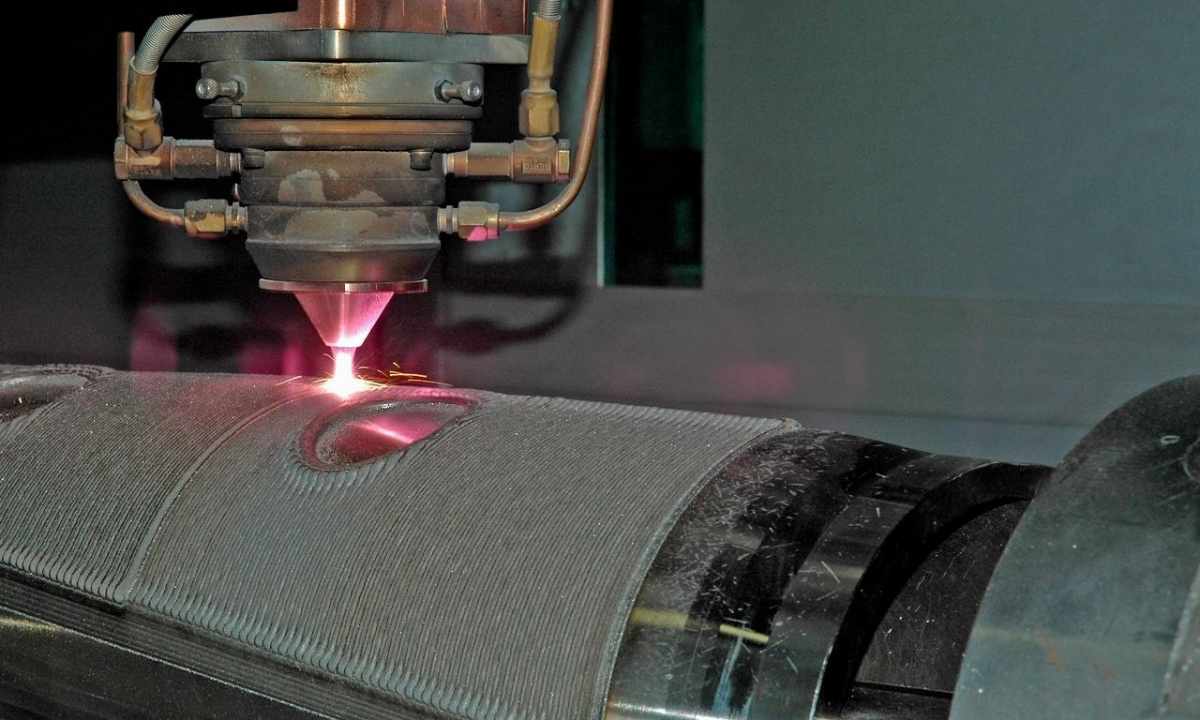
Devices of plasma welding most often use for cutting of various metals. But if necessary such device it is possible to carry out also welding. And plasma welding is especially convenient at connection of thin plates of metal. The technology of performance of plasma welding differs from other types of welding.
It is required to you
- - plasma welding machine;
- - electrodes;
- - filler wire.
Instruction
1. Before work grind electrode in the form of cone with corner of 28-30 degrees. Conic part of electrode has to equal to 5-6 of its diameters. Dull edge of cone on 0.2-0.5 mm. At installation of electrode you watch that its symmetry axis has coincided with symmetry axis of plasma-forming nozzle.
2. Cut welding joint to similarly argonodugovy welding. Smooth out faces, edges and edges of metal on width of 3 cm steel brush. If cutting of metal was carried out by plasma, smooth out the surface of the machine cut on depth not less than 1 mm. In the presence on the surface of the machine cut of cracks, smooth out the machine cut before removal of defect. Degrease the smoothed-out sites solvent.
3. The welded sheets of metal should not have gaps more than 1.5 mm. Whenever possible fix them by assemblers and devices so that there was full coincidence of axes of joints. You make tack covered electrodes so that metal of tack was aflush with parent metal of products. If necessary smooth out sites of tack. The quality of tack points has to be the same, as well as the main welding seam.
4. Carry out plasma welding on direct current of direct polarity. In 5-20 seconds prior to excitation of arch in zone of welding supply protective gas. Switch off it only in 10-15 seconds after break of welding arch. Plasmatron you keep at arm's length no more than 1 cm from product. Whenever possible do not tear off arch during all process of welding. If all this has occurred, smooth out seam at distance of 15 mm to break point. Too begin continuation of welding seam in advance.
5. Do not allow overheating of metal when welding. If it nevertheless has heated up at distance of 20-25 mm from seam to temperature over 100 degrees, take break or cool metal with compressed air. When welding move torch with method of through pro-melting for quality achievement of weld steadily and evenly. It is desirable as it does the automatic machine.
6. For creation of seam of the correct form carry out plasma welding with filler metal with a diameter from 1.5 mm and above. Report to torch and filler wire some fluctuations, with an amplitude of 2-4 mm. You watch that the melted-off end of wire did not leave zone of protective gas and do not give it to pool crater too sharply. At the end of seam close up the welded crankcase drop of the melted wire metal, at the same time taking away or disconnecting arch.