Thanks to the technology qualities, polymeric material polypropylene has very wide range of application. One of main applications of polypropylene is construction. Today pipes and parts of pipelines from polypropylene have become widespread enough. Soldering of pipes from polypropylene demands certain skills and the equipment. But in the presence of the special welding machine you can quite try to solder polypropylene independently.
It is required to you
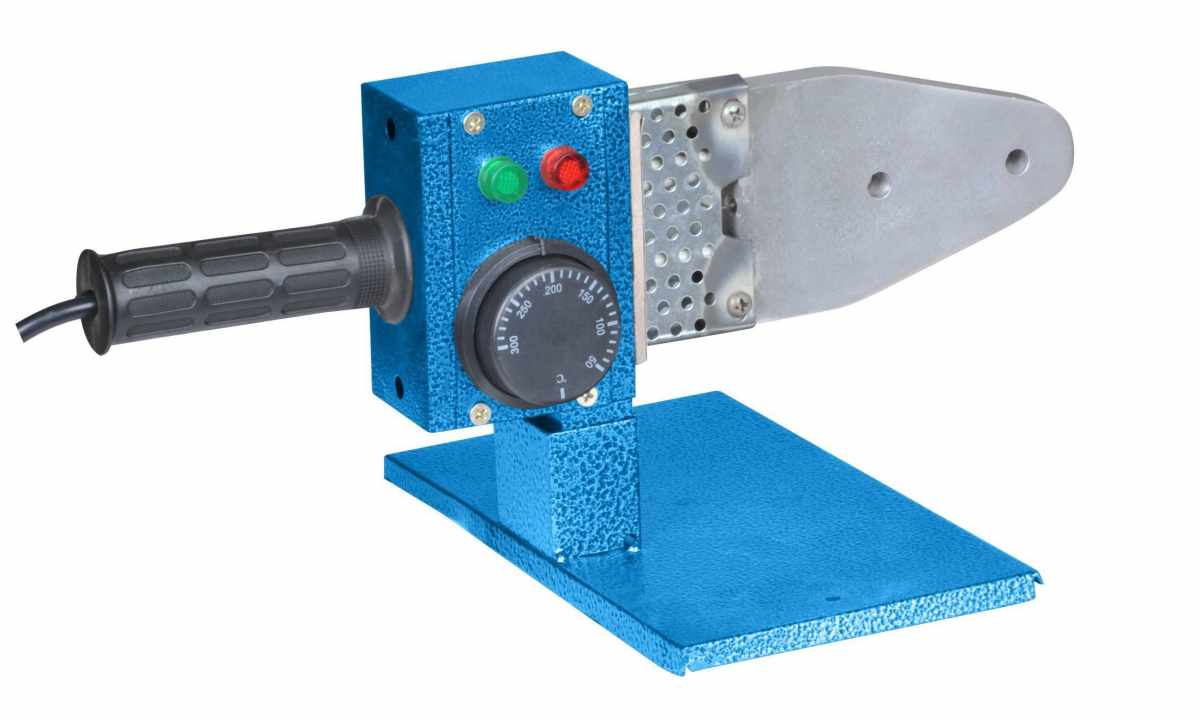
- - electrowelding machine for polifuzny welding;
- - nozzles of various diameter;
- - special scissors for cutting of polypropylene pipes;
- - marker.
Instruction
1. Establish nozzle of necessary diameter on welding device.
2. Establish temperature regulator of welding machine on temperature of 260-270 degrees. Warm the welding machine up to the specified temperature.
3. Carefully measure and accurately cut off necessary piece of polypropylene pipe by means of special scissors. Accurately remove all hangnails since pipe ends.
4. Note the distance equal to depth of entrance of polypropylene pipe to the fitting coupling on pipe. It is necessary to consider that the interval between reciprocal ledge of fitting and face of pipe has to make at least 1 mm. It will prevent narrowing of pass of pipe in the place of joining.
5. Note the place of their connection on surface of fitting and pipe. It will allow to avoid distortion in radial direction at connection of these elements.
6. Get pipe and fitting on the warmed welding machine. It is necessary to consider that the warming up of these elements has to be made at the same time. You watch that the fitting and pipe adjoined rather densely to nozzle of the welding machine. For ensuring strength connection leaky adjacent elements need to be replaced.
7. After bringing temperature of fitting and pipe to the necessary value connect elements among themselves, being guided by the tags made earlier. Besiege one part in another, avoiding at the same time their rotation. Constantly control distortion both in radial, and in axial the directions. Record the connected elements until their full hardening. Approximate time of hardening of welding seam - 15-35 seconds.